
En el proceso normal de enlatado se envasa alimento no estéril y se cierran los recipientes antes de la aplicación del proceso térmico. Para valorar éste, debe tenerse en cuenta su contribución mientras el contenido es calentado y enfriado.
Así, tiene que medirse la tasa de penetración del calor en el producto que se realiza normalmente colocando la unión caliente de un termopar en el punto con menor calentamiento del recipiente y trazando el punto correspondiente a la temperatura indicada en relación con el tiempo.
La colocación de la unión caliente depende de las propiedades físicas del producto, y de que el envase deba ser sometido a agitación durante el tratamiento térmico.
Los alimentos sólidos, o los envasados formando un bloque sin adición de líquido, se calientan por conducción y el punto con menor calentamiento se sitúa normalmente justo encima del centro geométrico de la lata.
Los envases que contiene una cantidad adecuada de líquido de viscosidad moderada o baja se calientan principalmente mediante convección, y el punto con menor calentamiento se sitúa sobre el eje central en un punto entre el centro y la parte inferior de la lata.
Algunos envases, tales como aquellos con un elevado cociente entre sólidos y líquidos, o aquellos que contienen porciones sólidas grandes con un líquido poco viscoso, se calientan tanto por conducción como por convección. En tales casos, la colocación de la sonda tiene que decidirse según sea la naturaleza del producto, aunque es probable que deba situarse en el centro de cualquier porción grande.
En bolsas flexibles la sonda se coloca generalmente en el centro de la bolsa, o en algún trozo grande de sólido según sea el producto. S e afirma que los envases que contienen patatas enteras en salmuera pueden no precisar la «cocción contra botulismo» en el centro de las patatas porque la infección resulta escasa o inexistente en dicho punto.
La posible existencia de lesiones en los tubérculos, que permitirían la contaminación por esporos bacterianos aunque sin acceso libre a las corrientes de convección, determina la improcedencia de este método.
Ball observó que aquellos alimentos en los que se alcanza una penetración rápida del calor, suelen ser de mejor calidad cuando se esterilizan con temperaturas superiores a 121 °C que cuando son esterilizados con temperaturas más bajas.
Para explicar esto, es preciso estudiar los efectos de los tratamientos con diferentes tiempos y temperaturas sobre las propiedades organolépticas y nutritivas del alimento y comparar estos tratamientos con los datos del tiempo de muerte por calor de los esporos de las bacterias.
Un procedimiento para realizar esta comparación consiste en superponer los datos de tiempo/ temperatura correspondientes a la pérdida de los indicadores de valor nutritivo y calidad sobre la gráfica utilizada para trazar la curva de tiempo de muerte por calor de los esporos de las bacterias.
Mientras que la pendiente de la curva (z) para la destrucción de esporos es normalmente de unos 10°C, la correspondiente a los indicadores del valor nutritivo tales como destrucción de tiamina (6.7), degradación de la clorofila (8.9) y oxidación del ácido ascórbico es más próxima a 33 °C.
El cambio de la calidad sensorial durante el tratamiento térmico sigue una pauta similar, aunque se han publicado valores z muy diferentes. Mansfield propuso una ecuación para describir los efectos de la cocción que es análoga a la de la esterilización tomando como unidad de cocción 1 minuto a 100 °C. Se representa así:
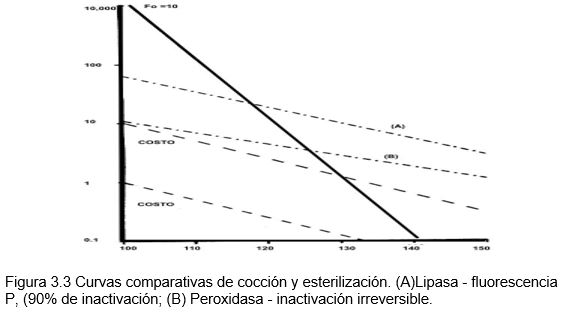
Siendo C la unidad de cocción; T es la temperatura en °C; z es la pendiente de la curva de cocción análoga a la curva del tiempo de muerte térmica definida anteriormente; y t, es el tiempo en minutos. Mansfield utilizó un valor de 33°C para z C. En la Figura 3.3 se presentan curvas de cocción hipotéticas a diferentes temperaturas con valores z correspondientes a 33 ºC.
Como consecuencia de las distintas pendientes entre estas curvas y las correspondientes a la inactivación de los esporos de las bacterias, cabe esperar que se obtengan alimentos de mejor calidad si la esterilización se efectúa mediante un proceso de elevada temperatura y corto periodo de tiempo (HTST), más que siguiendo el proceso tradición al de enlatado en el que la temperatura suele limitarse a unos 121 °C.
La penetración del calor es favorecida en algunos productos mediante agitación, que permite aplicar temperaturas más elevadas durante el tratamiento; en otros, el calentamiento y la refrigeración del producto se realizan de forma independiente utilizando intercambiadores de calor para acelerar la penetración, y posteriormente se introduce el producto en recipientes estériles que son cerrados en condiciones asépticas.
Por desgracia, las ventajas previstas del proceso HTST no pueden alcanzarse totalmente en todos los casos debido a la supervivencia de enzimas Por ejemplo, se ha demostrado que guisantes enlatados tratados para valores F en el margen de 5-12 a 127°C o de 3-7 a 121°C adquieren sabores vinosos desagradables durante el almacenamiento (Guyer y Holmquist 12).
El tratamiento con estas temperaturas y valores F superiores, o el tratamiento con valores F similares a 115°C no determina la presentación de sabores desagradables. Se demostró que este efecto era consecuencia de la actividad Peroxidasa que se regeneró durante el almacenamiento en las muestras tratadas según las opciones HTST o con valor es F más bajos. En efecto puede ser atribuido a los elevadores D y z de la Peroxidasa.
Adams señalo que los valores D120 de 3.78 minutos y valores z de 34.5º C determinan la inactivación irreversible de la Peroxidasa del rábano picante en el puré de guisantes.
Fuente: Apuntes de Industrialización de frutas y hortalizas de la UNIDEG