
Como indicamos anteriormente, el calentamiento de la mezcla de cuajada y suero ayuda a una mejor separación de estas fases, pero p ara que esta separación sea efectiva es necesario proceder a una agitación final que tiene varios efectos:
1° El mayor descenso de humedad (eliminación de suero) de los granos de cuajada se produce durante la agitación final. Efectivamente, vemos en la figura 38 que el descenso de humedad tanto en la curva A (calentamiento a 44° C) como en la curva de puntos B (calentamiento a 35° C) tiene lugar durante la última hora de agitación, bajando desde el 55 % hasta menos del 45%. En las primeras etapas de agitación también es importante la baja en humedad de los granos de cuájada.
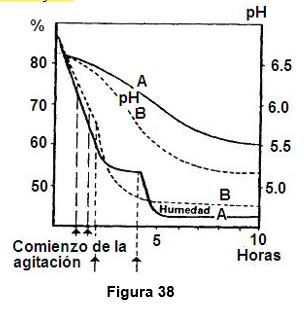
Descenso de la humedad y del pH en los granos de la cuajada, con la agitación y el calentamiento.
Curva A: calentamiento a 44° C. Curva B: calentamiento a 35° C.
2° Descenso del pH. Después del calentamiento se crean las condiciones apropiadas para el desarrollo de bacterias lácticas, que durante esta agitación final producen una baja sensible del pH, como podemos apreciar en la figura 38. Para la curva A (calentamiento 44° C) el pH se sitúa en el 5,5 al cabo de unas 10 horas y para la curva B (calentamiento a 35° C) el valor del pH es algo inferior (5,2), ya que esta temperatura es más favorable para el desarrollo de la mayoría de las bacterias lácticas.
3° La agitación final ayuda a conseguir la firmeza adecuada de los granos de cuajada, con lo que se facilita su posterior moldeo y prensado. Además, con una cuajada firme se produce menor pérdida de finos (partículas de cuajada).
4° La agitación final prolongada contribuye a la aparición de aromas en algunos tipos de quesos.
Fuente: Apuntes de Industrialización de productos lácteos de la UNIDEG